Українська
Українська


Протяжка шпонок на оборудовании GIERTH – это просто.
Ноу-хау в деталях
В столе станка имеется отверстие для установки направляющих инструмента и средняя канавка для фиксирования направляющих инструмента и устройств. Фланец направляющих инструмента имеет соответствующий центрирующий заплечик и привинчивается к столу станка четырьмя винтами с цилиндрической головкой. Под столом станка установлен лоток для стружки, который соответствующими листовыми вставками отводит стружку в емкость для стружки.
 Салазки движутся по износостойкому подшипнику скольжения (не требуется последующая смазка, беспроблемное использование эмульсии) на двух закаленных и шлифованных круглых направляющих. Круглые направляющие закреплены на фланце под столом станка и радиально входят в ножки станка.
Салазки движутся по износостойкому подшипнику скольжения (не требуется последующая смазка, беспроблемное использование эмульсии) на двух закаленных и шлифованных круглых направляющих. Круглые направляющие закреплены на фланце под столом станка и радиально входят в ножки станка.
Точка вращения инструментальной бабки, в которой зажимаются резцедержатели, находится далеко ниже на салазках. Это сводит к минимуму изменения угла на резце для тягового строгания при извлечении (по глубине канавки).
Резцедержатель устанавливается с геометрическим замыканием в прямоугольном приемнике и зажимается быстрозажимным рычагом (прим. 1-1/4 оборота). Гидравлические цилиндры размещены вне круглых направляющих центрически к силовому потоку. При этом на направляющие салазок не действуют никакие опрокидывающие усилия, что сводит к минимуму износ. Гидравлические цилиндры также расположены на фланцах под столом станка, что позволяет извлечь весь «организм» станка вместе со столом.
 Ось подачи установлена на задней стороне салазок машины. В качестве привода служит шаговый электродвигатель, который через муфту соединен с шариковым ходовым винтом. Шариковая гайка смазывается заменяемой раз в год постоянной масленкой с жидкой смазкойt. На оси подачи работают износостойкие подшипники скольжения. Штанга подачи центрирована в фиксированном положении на штифте и закреплена винтом.
Ось подачи установлена на задней стороне салазок машины. В качестве привода служит шаговый электродвигатель, который через муфту соединен с шариковым ходовым винтом. Шариковая гайка смазывается заменяемой раз в год постоянной масленкой с жидкой смазкойt. На оси подачи работают износостойкие подшипники скольжения. Штанга подачи центрирована в фиксированном положении на штифте и закреплена винтом.
Для управления применяются преимущественно стандартные модули фирмы Siemens, в качестве SPS управления служит S7-200 с соответствующими секциями. Ввод данных выполняется с сенсорной панели, закрепленной на откидной регулируемой по высоте несущей консоли. Интегрированное измерение давления обеспечивает также возможность наблюдения через сенсорную панель за силой резания.
Необходимые для обработки параметры вводятся открытым текстом. Значения скорости и подачи могут быть изменены в автоматическом процессе. Положение ступицы оценивается бесконтактной системой измерения длины (производитель Balluff) и могут приниматься через «Teach-In».
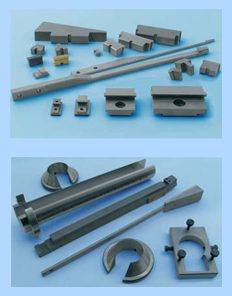
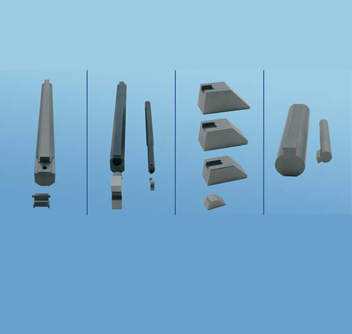
Для выполнения множественных канавок, профиля шлицевого отверстия и зубчатых зацеплений, в качестве принадлежностей, предлагаются как ручные, так и автоматические делительные устройства, являющиеся частью аппаратного обеспечения станка.
Особенности:
Принудительная соответствующая месту и точная затяжка инструмента.
Установка положения ступицы прямым вводом или «Teach-In»
Прямой ввод положения для установки глубины канавки – без царапин, без создающего помехи распознания надреза
Ограничение положения ступицы для инструмента небольших размеров – защита инструмента
Автоматический расчет размера листа
Приложение среднего усилия центрированной двух — цилиндровой конструкцией
Экономичная пропорционально сбалансированная по давлению/объему /интенсивности тока гидравлика
Наблюдение за силой тяги и ограничение через сенсорную панель
Регулируемая скорость возврата ступицы
SPS-управление (Siemens S7-200)
При необходимости (например, в случае вязких материалов, имеющих тенденцию к образованию наростов ) резец для тягового строгания может быть в комплекте выведен из канавки.
Сохранение в памяти командных строк.
Простота транспортировки благодаря рым-болту в столе машины.
| Тип HNZ… easy | 32/350 | 50/350 | 50/500 | 70/650 | 100/800 |
| Длина хода, max мм | 350 | 350 | 500 | 650 | 800 |
| Ширина канавки, max мм | 32 | 50 | 50 | 70 | 100 |
| Сила тяги, max kN | 15 | 20 | 20 | 30 | 40 |
| Скорость резания м/мин | 1 – 20 | 1 – 20 | 1 – 20 | 1 – 20 | 1 – 20 |
| Скорость возврата м/мин | max 30 | max 30 | max 30 | max 30 | max 30 |
| Мощность привода кВт | 4 | 5,5 | 5,5 | 5,5 | 7,5 |
| Стол станка (Ш х Г) мм | 420 х 420 | 420 х 420 | 420 х 420 | 550 х 500 | 680 х 580 |
| Базовая пов-ть (Ш-х Г) мм | 900 х 900 | 900 х 900 | 900 х 900 | 1000 х 1000 | 1100 х 1200 |
| Высота станка мм | 1100 | 1100 | 1250 | 1550 | 1900 |

HNZ 50/500 easy

HNZ 70/650-TA easy
С автоматической делительной головкой.

HNZ 100/800 easy
Почему машины называются «easy» ?
 Чрезвычайно быстрая и простая наладка (менее 5 минут с учетом смены инструмента)
Чрезвычайно быстрая и простая наладка (менее 5 минут с учетом смены инструмента)
Простота эксплуатации даже необученным персоналом
Возможные ошибки наладки (например, поломка инструмента) сведены к минимуму
Требуется минимум работ по тех. уходу
Машины Gierth настолько просты и гибки в эксплуатации, что их можно объединить в категорию «easy» (простота (англ.) – прим. Пер.).
Убедитесь сами путем выполнения пробной обработки в производительности и простоте эксплуатации универсальных шпоночно-протяжных станков Gierth.
Что такое шпоночная протяжка?

 В нескольких двойных ходах канавки выполняются на заготовке имеющими одно лезвие резцами последовательно друг за другом.
В нескольких двойных ходах канавки выполняются на заготовке имеющими одно лезвие резцами последовательно друг за другом.
Заготовка, центрирующие элементы и направляющая инструмента при том располагаются на столе машины статически.
Резцедержатель и штанга подачи вместе движутся вертикально.
Подача на врезание глубины стружки осуществляется клином и штангой подачи, которые перед каждым новым ходом обратно к резцу тягового строгания отводятся вниз.
Допуск канавки по ширине соблюдается соответственно заточенным резцом для тягового строгания.
Заготовка и резец для тягового строгания установлены строго посередине к направляющей инструмента.
Благодаря соединению с геометрическим замыканием Заготовки и инструмента обеспечивается точное положение канавки в отверстии и параллельность осей.
Ведомый инструмент обеспечивает высокое качество поверхности.